For professionals in fine chemicals, pharmaceuticals, or environmental technology, the term “sodium bicarbonate” evokes something far more sophisticated than the common kitchen staple. The generic “baking soda” found in grocery stores is entirely unsuitable for high-end manufacturing. The true value of industrial-grade NaHCO₃ is unlocked through precise physicochemical parameters—specifically, purity, particle size distribution, and bulk density.


This article explores how these critical, yet often overlooked, specifications are not just details on a data sheet but are fundamental to your product’s performance, consistency, and your overall production efficiency. In today’s competitive landscape, optimizing these raw material choices is a direct path to gaining a significant edge.
Why “One-Size-Fits-All” Sodium Bicarbonate Fails in Industry
Sodium Hydrogen Carbonate is a versatile workhorse chemical, but the concept of a universal grade is obsolete for industrial applications. The precise specifications of the bicarbonate you select act as a performance lever, directly influencing:
Reaction Efficiency and Kinetics
Final Product Consistency and Stability
Compliance with Stringent Regulatory Standards
Manufacturing Throughput and Cost-in-Use
Understanding these parameters allows you to transition from simply buying a commodity to engineering a solution.
Purity: The Non-Negotiable Foundation of Performance
Purity is the most fundamental specification for industrial-grade NaHCO₃. While food-grade bicarbonate is sufficient for consumption, industrial and high-tech applications demand near-perfection.
Why High Purity Matters
Trace impurities—such as heavy metals, chlorides, or iron—can have a cascading effect on your manufacturing process. They can:
Poison Catalysts: Disrupting expensive catalytic processes in chemical synthesis.
Compromise Product Integrity: Causing discoloration, reducing stability, or creating defects in polymers and coatings.
Create Compliance Failures: Leading to rejected batches in pharmaceuticals or damaged components in electronics.
High-Purity Sodium Bicarbonate in Action
Pharmaceutical Manufacturing: Used as a disintegrant in tablets or an active pharmaceutical ingredient (API) in antacids, it must comply with stringent pharmacopoeia standards (USP, EP, ChP). High purity is non-negotiable for patient safety and regulatory approval.

Electronics Manufacturing: In precision cleaning agents for high-end components, ultra-high-purity grades are essential. Any ionic residue can cause corrosion, short-circuiting, or failure of sensitive microcircuits, severely impacting product yield.
Advanced Polymers and Foams: Impurities can nucleate irregular cell structures during foaming, leading to weak spots and inconsistent mechanical properties in the final foam product.

Particle Size Distribution: The Invisible Performance Modulator
Particle size and its distribution are among the most crucial “invisible” properties of this compound, directly dictating its behavior in your process. This is where custom particle size offers a profound advantage.
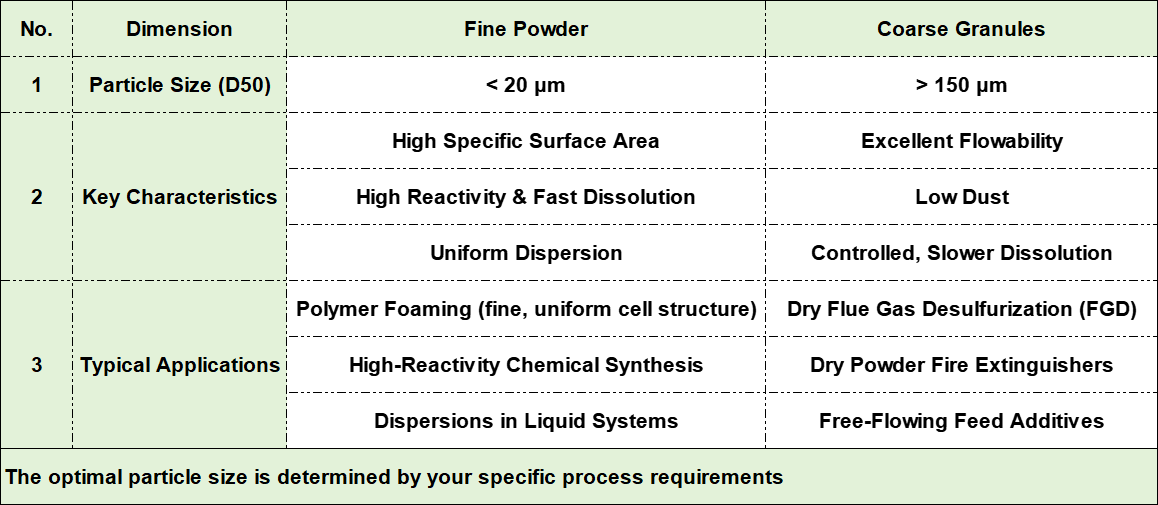
Fine Powder (e.g., D50 < 20µm)
Advantages: High specific surface area leads to high reactivity and rapid dissolution. In polymer foaming, fine powder ensures the formation of extremely fine and uniform cell structures, resulting in superior surface finish and mechanical strength. It also disperses more evenly within solid or liquid matrices.
Challenges: Can have poor flowability, a tendency to dust, and may require specialized handling equipment.
Coarse Granules (e.g., D50 > 150µm)
Advantages: Excellent flowability and minimal dust. In dry flue gas desulfurization (FGD) systems, coarse granules reduce line plugging, minimize conveyance loss, and have a longer residence time in the reaction vessel. This ensures a more complete reaction with acidic gases like SO₂, improving overall desulfurization efficiency.
Challenges: Slower dissolution and reaction rates, which may be undesirable in rapid-mix processes.
The key is “fitness for purpose.” Whether your process is a liquid-phase reaction requiring instant dissolution, a dry-blending operation needing homogeneous dispersion, or a tableting press demanding precise dosing, the particle size can be tailored for optimal results.
Bulk Density & Flowability: The Unsung Heroes of Operational Efficiency
These bulk properties may seem basic, but they directly impact your bottom line through logistics and manufacturing efficiency.
Bulk Density: A higher bulk density means you can store and ship more active product within the same storage space and transportation unit (e.g., bags, bulk bags, tankers). This directly translates to lower per-unit costs for warehousing and shipping.
Flowability: In highly automated production lines, consistent material flow is critical. Excellent flowability ensures precise and consistent feeding from silos to reactors, preventing costly issues like bridging and ratholing. This guarantees continuous operation, reduces downtime for cleaning, and minimizes product waste.

Conclusion: From Chemical Supplier to Technical Partner
Selecting technical-grade bicarbonate is no longer just a procurement task; it is a critical technical decision. By specifying key parameters like purity, particle size, and bulk density, you can unlock superior product performance, optimize process efficiency, and reduce your total cost of ownership.
The modern supply chain demands a partner who understands these nuances. The right provider goes beyond delivering bags of powder; they collaborate with you to solve challenges, offering a full spectrum of products—from standard Industrial grades to high-purity Pharmaceutical and Electronic grades—with the flexibility for application-specific customization.
Are you searching for the ideal sodium bicarbonate solution to optimize your application?
Contact our technical sales team today. Share your specific process and performance requirements, and we will recommend the most suitable product specification. Let’s work together to enhance your products and processes.