For product developers and production managers in the detergent and cleaning products industry, colored speckles are a double-edged sword. When they perform correctly, they elevate brand perception and functionality. When they fail—by caking in storage, bleeding pigment, or breaking during processing—they trigger downtime, waste, and quality control nightmares.

This guide cuts directly to the core technical challenges of speckle stability and provides a clear framework for selecting partners who can deliver reliable performance, turning a potential liability into a consistent production asset.
Understanding the Root Causes: It’s More Than Color
The failure of colored speckles is rarely random. It stems from specific, measurable deficiencies in their design and manufacture
Hygroscopicity & Poor Coating: Speckles that readily absorb moisture from the air become sticky, leading to agglomeration and caking in silos or bags. An inadequate or non-existent barrier coating accelerates this process.
Insufficient Pigment Fixation: When colorants are not fully and securely encapsulated within the speckle matrix, they can migrate or “bleed” into the surrounding white or light-colored powder base. This results in a streaky, unprofessional final product appearance.
Unbalanced Mechanical Strength: The physical structure of a speckle is critical. If too hard and brittle, it generates dust (fines) during transport and mixing. If too soft, it abrades, altering its size and dissolution properties and contaminating the process.
Uncontrolled Dissolution Kinetics: A speckle that dissolves too quickly or too slowly disrupts the intended release profile of actives (like enzymes, fragrance, or bleach). This mismatch between design and function compromises the final product’s efficacy.
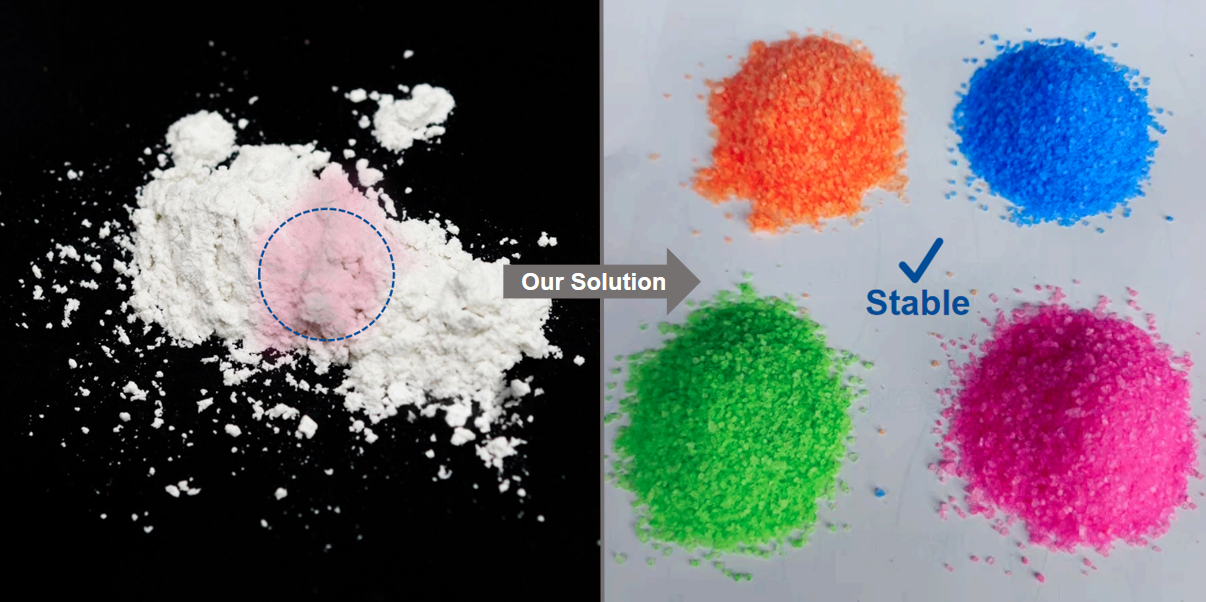
The Manufacturer’s Solution: Four Pillars of Speckle Stability
To combat these issues, a proficient colored speckle supplier must excel in four key technical areas. Here is what to look for
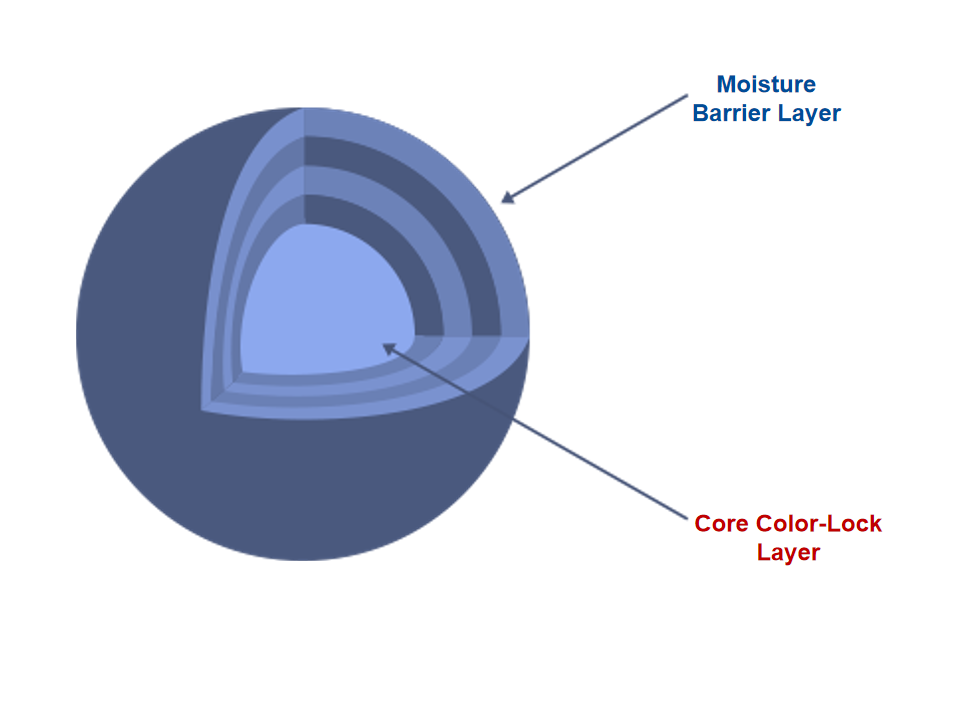
Pillar 1: Advanced Micro-Encapsulation & Multi-Layer Coating
The first line of defense is superior encapsulation. Look for a supplier utilizing a patented or proven multi-layer approach. A robust core layer should completely lock in the pigment to prevent bleeding. A dedicated functional barrier layer must provide exceptional moisture resistance, creating a shield against humidity that causes caking.
Pillar 2: Precision Physical Property Engineering
Consistency is non-negotiable.
Particle Size Distribution (PSD): Demand tight control via laser diffraction and Statistical Process Control (SPC). A narrow, consistent PSD eliminates the fine particles that act as nucleation points for caking and ensures uniform dispersion and dissolution.
Tailored Mechanical Strength: The ideal speckle is engineered for its journey. It requires calibrated hardness to resist fracture and defined toughness to withstand abrasion during pneumatic conveying and bulk mixing.
Pillar 3: Proactive Formula Compatibility Testing
Your formula is unique. A true partner offers pre-validation compatibility testing at no cost. They should test their speckles in your actual base powder (with all surfactants, builders, enzymes, and oxidants) under accelerated storage conditions. This step proactively identifies any chemical interactions or physical instability before you commit to full-scale production.
Pillar 4: Customizable Functional Design
Beyond stability, speckles must perform. A leading manufacturer provides custom dissolution profiles. Whether you need rapid dissolution for a burst of fragrance in a laundry capsule or a delayed release for a rinse-aid component in a dishwasher tablet, the carrier system and structure should be modifiable to meet your precise kinetic requirements.
The Tangible ROI of Stable Colored Speckles
Investing in technically superior speckles delivers measurable returns

Maximized Production Efficiency: Eliminate unplanned downtime for cleaning caked equipment and reprocessing off-spec batches. Achieve smoother, faster runs.
Guaranteed Product Quality: Ensure every box, bottle, or pouch has perfect, consistent color and performance. Dramatically reduce the risk of customer returns or complaints.
Protected Brand Equity: Deliver the reliable, high-quality experience that builds consumer trust and loyalty in a competitive market.
Your Next Step: From Problem to Partnership
Don’t let speckle instability dictate your production schedule or product quality. The solution lies in partnering with a manufacturer who treats speckles as a precision performance component, not just a commodity colorant.

We are ready to be that partner. Contact our technical specialists today to:
Discuss your specific application and challenges.
Receive free, customized samples for evaluation in your lab.
Let’s build a zero-defect supply chain for your next product launch together.