As a professional buyer or process engineer, you know that Sodium Sulfate Anhydrous is a workhorse chemical. You specify a purity grade of 99% or 99.5% and trust that it will perform. However, the industrial secret that can make or break your production lies not in the 99.5%, but in the fractional percentage of impurities. That remaining 0.5% can be the direct cause of costly downtime, defective batches, and irreversible equipment damage. This article unravels the hidden world of trace elements and their disproportionate impact on your bottom line, explaining why a generic purity percentage is no longer enough.
1.The Core of the Problem: It’s Not Just About Purity
A certificate of analysis stating 99.5% purity tells you what you’re getting in mass, but it completely obscures the critical details. The pivotal question is: what specific substances constitute the other 0.5%? Consistent, high-quality performance in demanding industrial applications hinges entirely on understanding and controlling these specific impurities. They are the silent variables that can derail an otherwise flawless process.
This compound, also known in its pure, dry form as Disodium Sulfate, is valued for its consistent chemical behavior. When unknown impurities are present, that consistency vanishes.
2.A Deep Dive into Critical Impurities and Their Impacts
Iron (Fe) & Heavy Metals: The Enemies of Clarity and Purity
The Problem: Even parts-per-million (ppm) levels of iron can introduce discoloration and act as unintended catalysts.
Sector-Specific Impact:
Glass Manufacturing: This is the most critical application. In container or flat glass, iron impurities cause a persistent greenish or bluish tint. For the high-value ultra-clear glass market—used in solar panels, high-end electronics, and designer furniture—this is utterly unacceptable. Iron contamination directly compromises product grade and profitability.
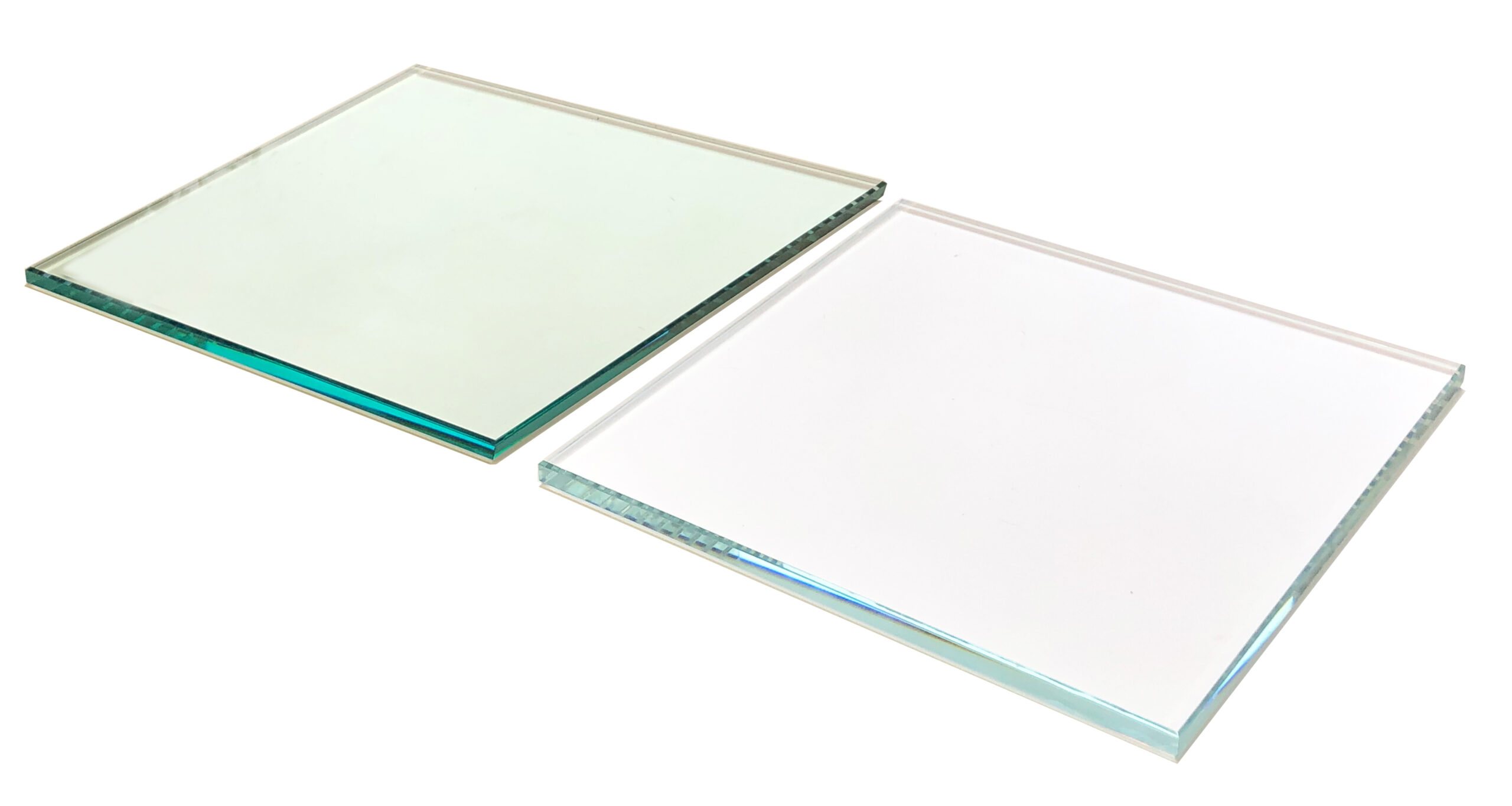
ultra clear glass vs tinted glassDetergent & Personal Care: In white or brightly colored powders and liquids, iron can lead to yellowish or off-color staining, rendering the final product unsellable and leading to customer complaints.
Specialty Chemicals: Acts as a catalyst for unwanted side-reactions, compromising the yield and integrity of sensitive chemical syntheses.
Calcium (Ca) & Magnesium (Mg): The Scale Formers
The Problem: These “hardness” ions are notorious for their low solubility in aqueous solutions, especially under heat and concentration.
Sector-Specific Impact:
Textile Dyeing: They react with dyes and chemical assistants, forming insoluble precipitates (scale) that deposit on fabric and machinery. This results in “scale spots” on textiles—a major quality defect—and reduces the thermal efficiency of dyeing equipment, increasing energy use and cleaning downtime.
Detergent Formulations: In liquid detergents, calcium and magnesium can cause cloudiness, phase separation, and precipitation, shortening shelf life and clogging filters and dispensers.
Chloride (Cl⁻): The Silent Corroder
The Problem: Chloride ions are small, highly mobile, and aggressively attack passive oxide layers on stainless steel.
Sector-Specific Impact:
Pulp & Paper (Kraft Process): This is a paramount concern. Chloride accumulates in the chemical recovery cycle, leading to stress corrosion cracking (SCC) in the expensive recovery boiler and other critical equipment. The cost of unscheduled shutdowns and repairs due to chloride-induced corrosion is monumental.
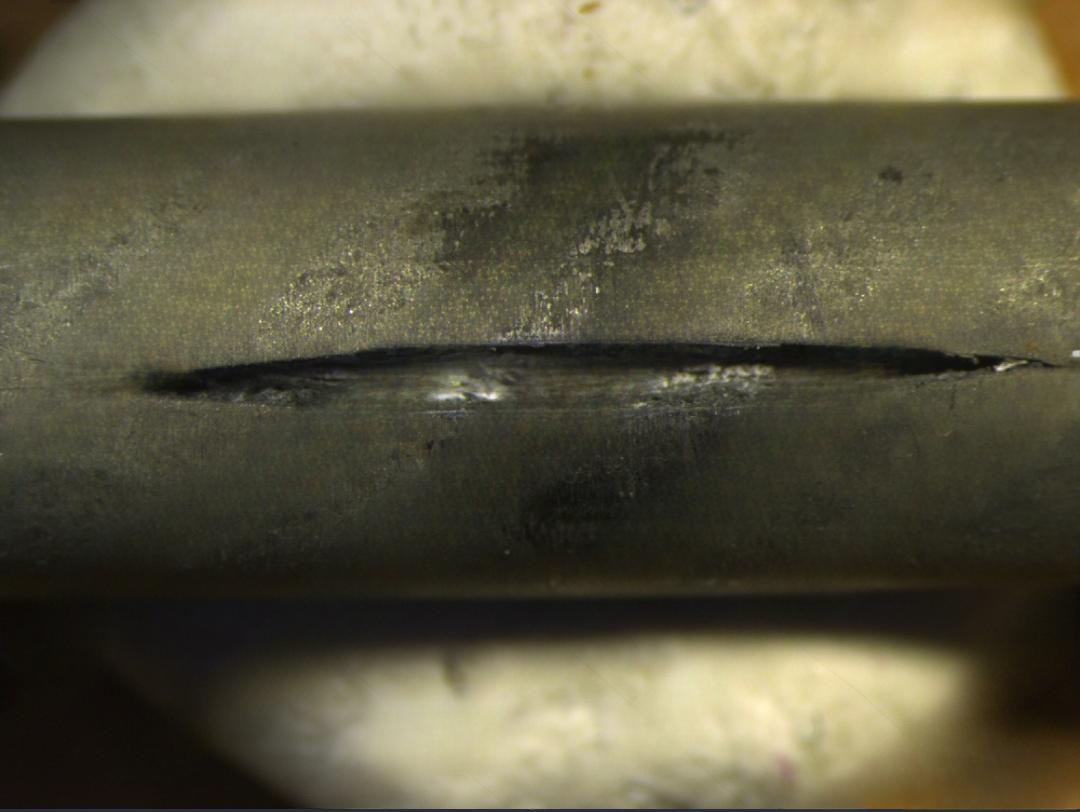
stress corrosion crackingAny Application with Heated Tanks & Pipes: From dyeing vats to chemical reactors, elevated chloride levels drastically shorten the service life of standard 304 and 316 stainless-steel equipment, leading to premature failure and safety risks.
Water Content (H₂O): The Hidden Agglomerator
The Problem: While “Anhydrous” means “without water,” poor product handling and packaging can reintroduce moisture.

Sector-Specific Impact:
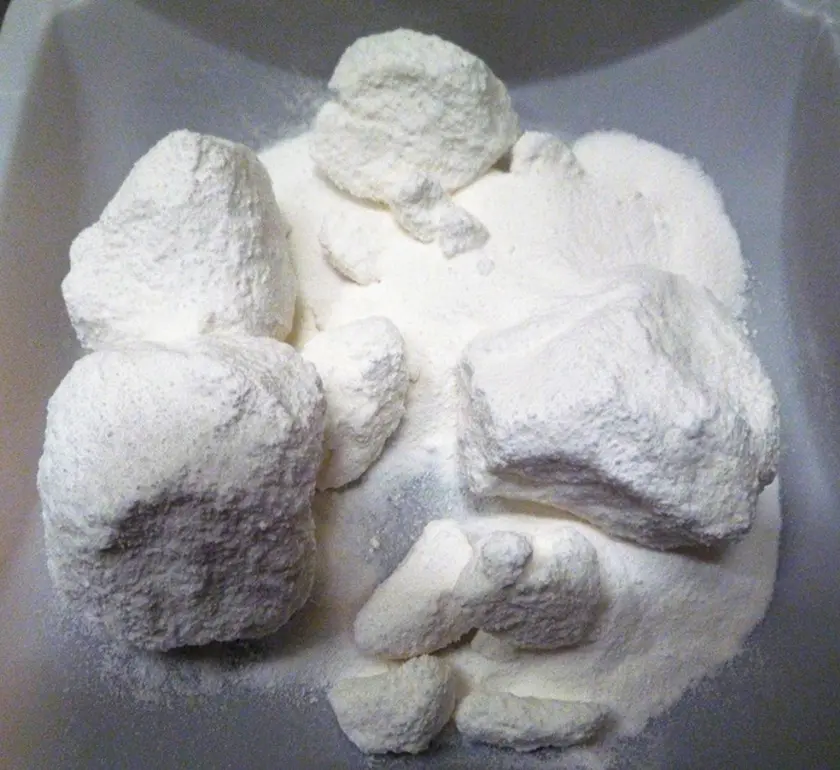
All Bulk Handling Applications: In detergents and other powdered formulations, excess moisture is the primary cause of caking and hardening in silos and bags. This disrupts automated feeding systems, causes flow issues, and requires manual breaking and intervention, destroying the efficiency of a modern production line. This is a key differentiator for a high-quality Dried Sodium Sulfate product.
3.Our Solution: A Commitment to Specified, Ultra-High Purity
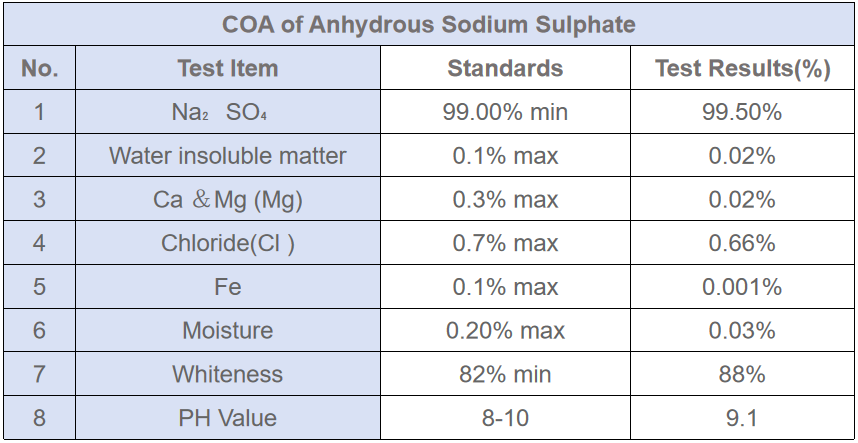
At YRC, we believe transparency is the foundation of partnership. We don’t just sell a product that meets a general purity grade; we deliver a solution with guaranteed maximum limits for each critical impurity. Our Sodium Sulfate Anhydrous is engineered for excellence with specifications designed to preempt the problems we’ve outlined:
Iron (Fe): < 10 ppm (and even lower grades available)
Chloride (Cl): < 100 ppm
Calcium (Ca) & Magnesium (Mg): < 100 ppm
Water Content: < 0.05%
Whether you know it as Thenardite (the mineral name) or Disodium Salt of Sulfuric Acid, our focus is on delivering a chemically consistent and reliable product that protects your process.
4.Conclusion: Don’t Just Buy a Grade, Invest in a Guarantee
In today’s competitive landscape, consistency, quality, and operational efficiency are non-negotiable. Choosing a sodium sulfate supplier based solely on a headline purity percentage is a significant and unnecessary risk. By focusing on the detailed impurity profile, you actively protect your capital equipment, ensure your final product’s quality, and optimize your process efficiency.
Move beyond the basic spec sheet. Understand the critical role of a pure Anhydrous Glauber’s Salt (a historical name referencing its dehydrated form) in your success.
Contact us today to request our full, detailed technical data sheet. Let us demonstrate how our commitment to defined purity and consistent quality can make a tangible, positive difference in your operation.